Power Electronics
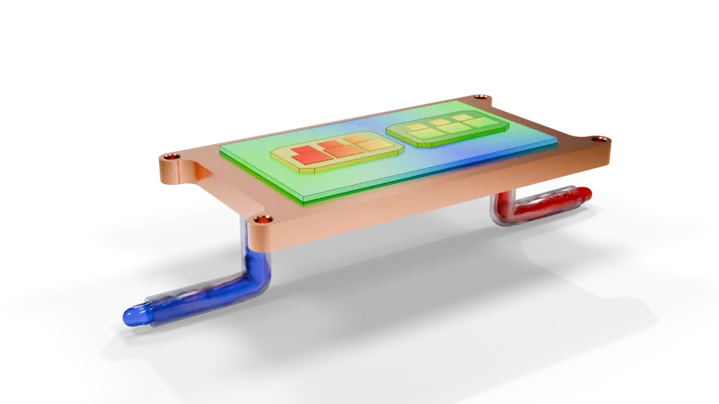
The mechanical and electrical, properties of MIM products make them excellent for use in power electronics. Schunk offers a wide range of materials for power electronics, from pure copper, resistance alloys, to hardenable copper alloys. Highly complex component geometries such as terminals (connectors), shunts, heat exchangers, and circuit boards can be combined with the required electrical and thermal properties of copper materials.